














Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Zhangjiagang Huade Machinery Technology Co.,Ltd

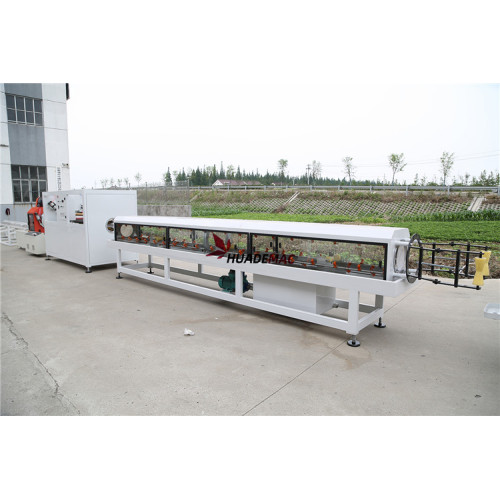
Modèle: 75-250mm
Détails d'emballage: Palette en bois
transport: Ocean
Hafen: Shanghai Port
Type de paiement: L/C,T/T,D/P
Incoterm: FOB,CFR,CIF,EXW
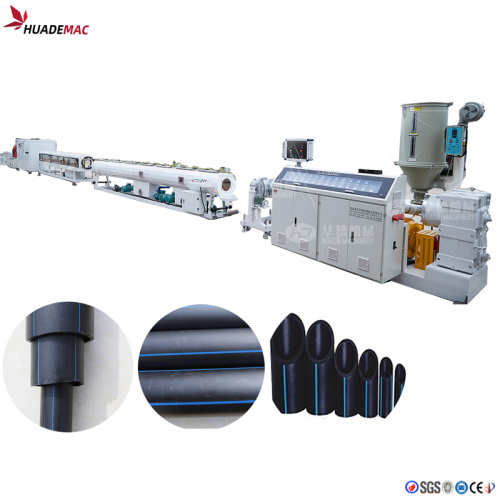
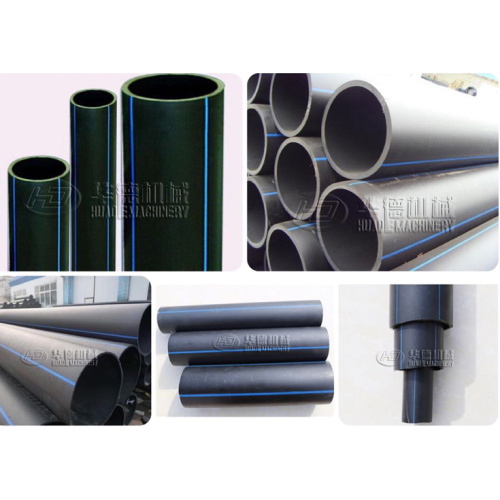
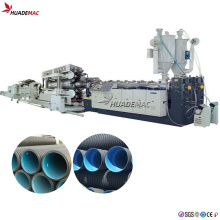
Ligne de production de tuyaux en PE HDPE faisant la machine

Ligne de production de tuyaux en PE HDPE faisant la machine Photos

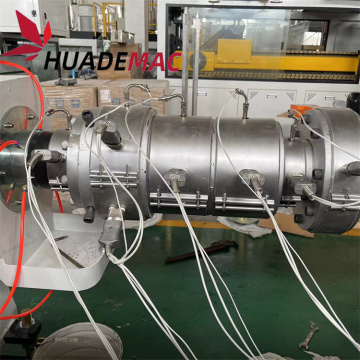
Extrudeuse de machine de fabrication de tuyaux PE HDPE
1. Extrudeuse monovis : modèle sj65/33
2. Matériau du cylindre et de la vis : 38CrMoAlA, après nitruration et meulage, la profondeur de la couche de nitruration est supérieure ou égale à 0,6 mm, ce qui présente une résistance, une résistance à l'usure et une résistance à la corrosion suffisantes ;
3. Structure de cylindre et de vis : vis de barrière, conception asymétrique de baril fendu.
4. La boîte de vitesses est équipée d'un roulement de butée puissant et d'un couple élevé; l'engrenage est en alliage spécial, avec une surface de dent dure et un processus de meulage d'engrenage; boîte de vitesses de haute qualité, à couple élevé et à grande vitesse; Le réducteur de surface à faible chaleur, faible bruit, longue durée de vie et dent dure est équipé d'un système de refroidissement externe
5. Tableau de contrôle de température d'OMRON
6. Onduleur de marque ABB ou Siemens
7. Contacteur ca Schneider ou Siemens
8. Moteur Siemens Bede
9. Diamètre de vis : Φ 65mm
10. Rapport de diamètre de longueur de vis : 33 : 1
11. Puissance du moteur d'entraînement : vis à grande vitesse de 55 kW
12. Boîte de vitesses : le réducteur de meulage de surface à dent dure et à couple élevé, à faible bruit est équipé d'un système de circulation de refroidissement externe
13. Puissance de chauffe du baril : 5 × 4,5 kW (anneau chauffant en fonte d'aluminium)
14. Puissance de refroidissement : refroidissement par air forcé 5 × 0,25 kw
15. La sortie est de 100-200kg/h
![W[}DHI9_L9]1`KGWHB5{EJV](http://bsg-i.nbxc.com/product/ea/bf/63/c38dc451f9ff3f537619d79401.png "W[}DHI9_L9]1`KGWHB5{EJV")
3_U")
2K%KD6")
Emballage de la machine de fabrication de tuyaux d'alimentation en eau PE

Exposition de machine de fabrication de tuyaux d'alimentation en eau

Groupes de Produits : Ligne d'extrusion de tuyaux en HDPE PP


















site mobile

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.